
Static electricity is a phenomenon of nature with some non conductive materials that when rubbed with silk or wool often small sparks are observed. Static Electricity refers to the electricity trapped on the usually non-conductive body that has been charged up. A static electrical charge may be either positive (+) or negative (-) and is manifested when some force has separated the negative electrons from the positive protons of an atom.
Typical forces include flowing, mixing, pouring, pumping, filtering or agitating non-conductive materials where there is the forceful separation of two like or unlike materials. Examples of static generation are common with operations involving the movement of liquid hydrocarbons, gases contaminated with particles (e. g., metal scale and rust), air contaminated with liquid particles (e. g., paint spray, steam) and dust or fibres (e. g., drive belts, conveyors).
The static electric charging rate is increased greatly by increasing the speed of separation (e. g., flow rate and turbulence), the presence of low conductivity materials (e. g., hydrocarbon liquids) and surface area of the interface (e. g., pipe or hose length, and micropore filters).
Static Charges can occur during filtration of hydraulic and lubricating fluids as well as diesel and gasoline fuels. This effect manifests itself in several ways, the most obvious being an audible noise (clicking sound) as discharge of electrostatic charge accumulation causes sparking internally within the system. Less apparent effects involve migration of the electrical charge downstream of the filter when the charge dissipates by discharging itself to a grounded surface.
When static discharge occurs in oil the lubricant is damaged by thermal breakdown, oxidation and polymerisation of the lubricant with the oil becoming more acidic and visibly darker in colour. Lubricant flow rates for through the large surface area of a 10-20 µm fibre glass non-conductive oil filter media can be >2,000 litres per minute. The turbulence and friction of the lubricant flow through the oil filter media makes the media act as a capacitor charging up with the lubricants static charge until the voltage is high enough to electrostatic discharge usually arcing onto the filters core and next arcing over 10-20 cm onto the lubrication systems pipe work to earth out.
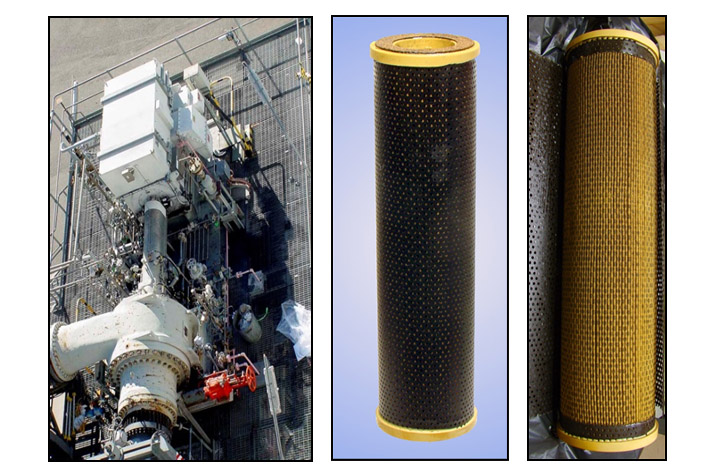
The following images display how electrostatic discharge damage affects plant and machinery.
R&T is experienced in identifying root causing electrostatic discharge to assist with preventing damage to machinery and lubricants.
The following mini reports display the significant amount of electrostatic discharge energy that can be generated by pumping non-conductive hydraulic and turbine fluids through the lubrication system pipe work and filters.
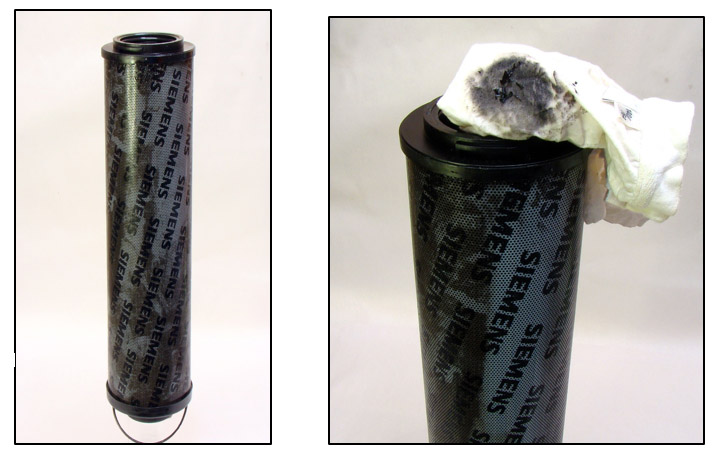
The LH Image displays the condition of the oil filter when received, note how the black carbonised lubricant can be wiped off the exterior of the filter. The filter was opened and disassembled to check the filters core for electrostatic discharge damage.
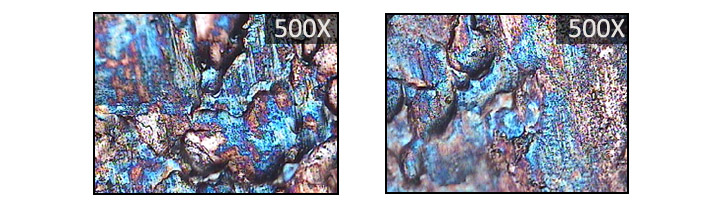
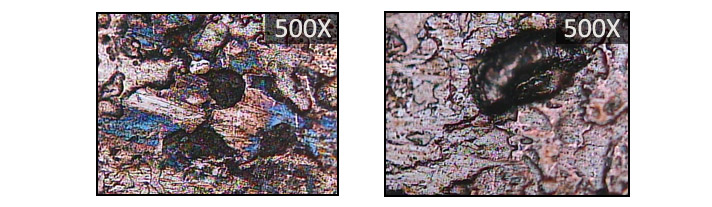
Electrostatic Discharge Arc Burn Damage to Filter Metal Core
![]() (20 µm @500X)
(20 µm @500X)
The filters central steel core was cleaned of the heat damaged lubricant. The metal surface was inspected under the microscope and it was evident Electrostatic Discharge was occurring between the filter media and the metal central core.
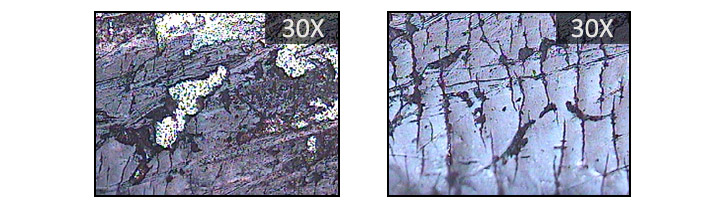
Heat Carbonised Lubricant Debris
![]() (600 µm @30X)
(600 µm @30X)
To damage the fluid to this extent indicates the considerable energy source that electrostatic charging and arc discharge is causing. This damage is where the lubricant increases velocity as the lubricant is forced through the holes in the filters central steel core with this heavy layer of carbonised lubricant deposited around the edge of the oil holes punched through the filters galvanised steel core.
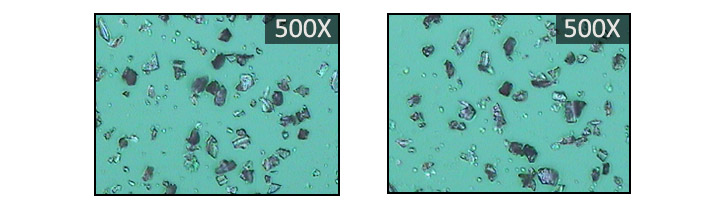
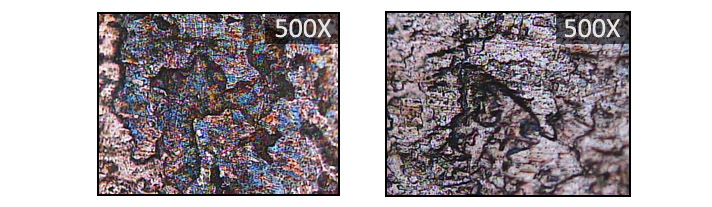
Electrostatic Arc Damaged Glass Filter Fibres & Carbonised Lubricant Debris
![]() (20 µm @500X)
(20 µm @500X)
Note the fine shattered appearance of this Electrostatic arc damaged glass fibre filter media debris, this debris is typically formed when heavy occurrences of static charge in the media arcs across to the metal layers in the oil filter damaging the fibre glass media fibres.
The above filter was an intense example of Electrostatic Discharge oil filter damage.
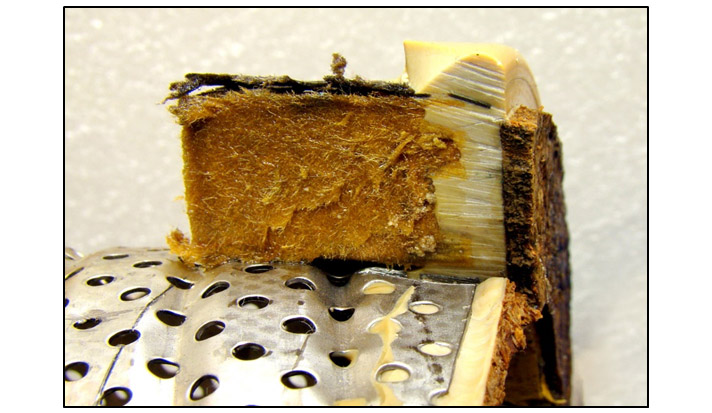
More often there is Electrostatic Discharge charging occurring to the lubricant with less Electrostatic Discharge damage evident on the oil filter. The following filter is from a large gas compressor.
The oil filters outer diffuser sheet was coloured dark brown, Note the dark brown pattern on the filter media after the outer diffuser sheet was removed.
The filter media was removing fine Electrostatic Discharge damaged dark coloured lubricant particles darkening the colour of the compressor fluid with the hole pattern of the outer diffuser sheet stained onto the filter media. The filters steel core had a moderate to heavy deposition up of Electrostatic Discharge heat damaged dark coloured gelled varnished lubricant.
The filters steel core had a moderate to heavy deposition of Electrostatic Discharge heat damaged dark coloured gelled varnished lubricant.
Electrostatic Discharge Arc Burn Damage to Filter Core
![]() (20 µm @500X)
(20 µm @500X)
The filters central steel core was cleaned removing the heat damaged lubricant. The metal surface was inspected under the microscope,note the melting and pooling evident on the surface, indicating Electrostatic Discharge was occurring between the filter media and the filters metal central core.
The filter media was washed and the contamination caught in the filter media displayed in the following images.
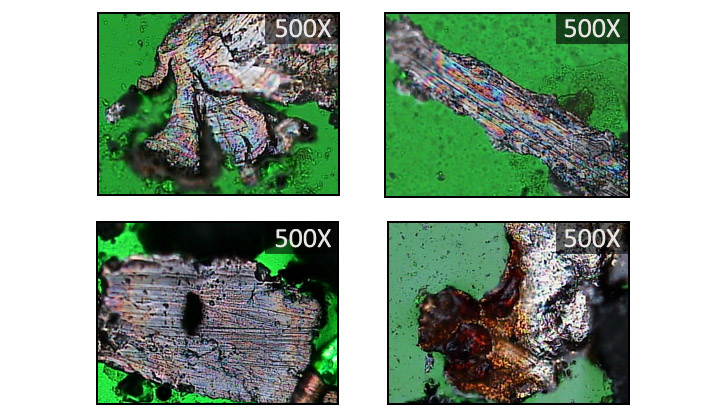
Electrostatic Discharge Arc Heat Coloured Burnt Metallic Wear Debris
![]() (20 µm @500X)
(20 µm @500X)
The filter media was washed and these Electrostatic Arc Discharge wear particles were extracted from the filter media. Note the Electrostatic Arc discharge melting and heat damage varnished lubricant evident on the particles.
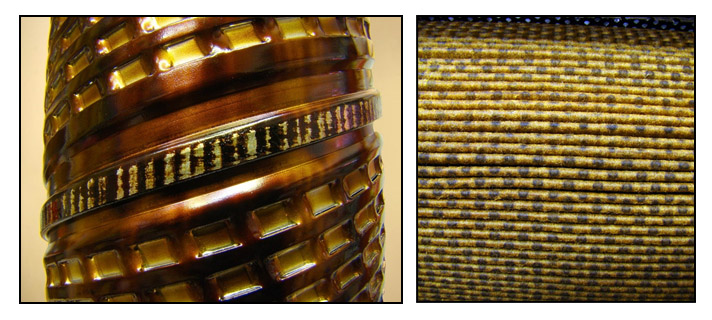
The image displays how the current filters inner core is insulated from the end caps that are non-conductive and sealed by a non-conducting cork gasket. The media arrangement in the filter acts like a capacitor with the cellulose filter media layer charging up until the voltage is high enough to be able to discharge onto the filters core which in turn arcs across the filter and on to the filter housing. The application of an anti-static filter to this system will prevent the damage occurring in the oil filter but the fluid most likely will continue to gather an Electrostatic Charge.
The energy from Electrostatic Discharge damages lubricants by carbonising a small portion of the lubricant with every arc discharge and this portion of heat damaged lubricant can be filtered out with sub-micron filtration as can be seen on the following colorimetric membrane patches.
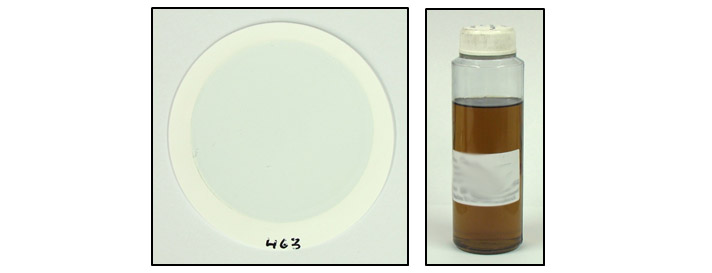
The results from this sample are normal.
(MPC 10) 47 mm 0.45 µm Patch.

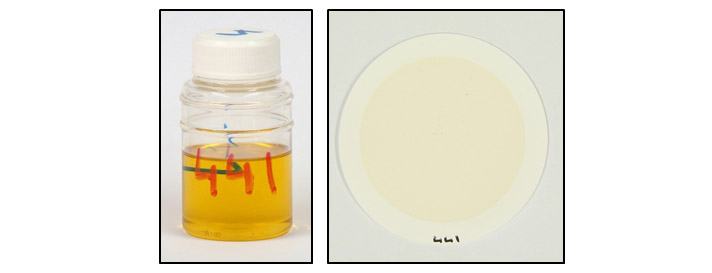
This hydraulic fluid has been damaged from Electrostatic Discharge with fine heat damaged lubricant particles changing the patch colour.
(MPC 41) 47 mm 0.45 µm Patch.
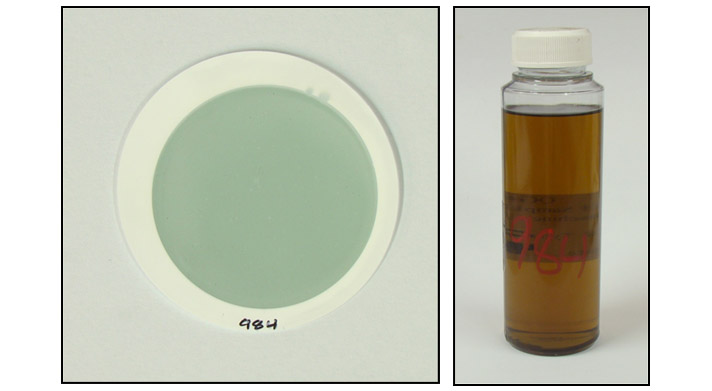
Depending upon the additive package in the lubricant the colour change from electrostatic discharge is not restricted to amber yellow or brown, with some fluids the electrostatic discharge damage can be blue as these following examples display.
These two images display light electrostatic discharge damage, note the light blue colour to the patch due to the lubricants additive package being heat damaged.

These two images display light to moderate electrostatic discharge damage depositing light blue damaged lubricant particles
These two images display light to moderate electrostatic discharge damage.
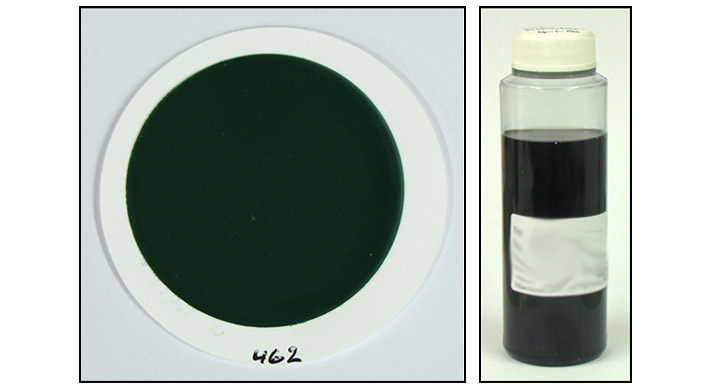
These two images display moderate heavy electrostatic discharge damage. One of the main oil filters from this system is displayed in the following images.
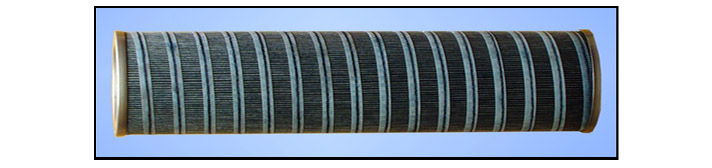
Note the oil filters distinctive blue colour when received, the filter was next dismantled and the media and filter core inspected.
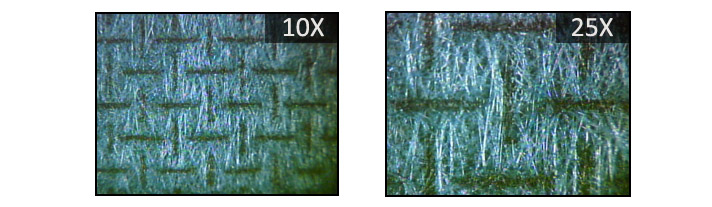
Inner metal Mesh Arc Burn Markings on Glass Fibre Filter Media
![]() (1000 µm @10X/500 µm @25X)
(1000 µm @10X/500 µm @25X)
Note the dark pattern burnt into the surface of this media, the pattern of the marks line up with filters inner metal media support mesh.
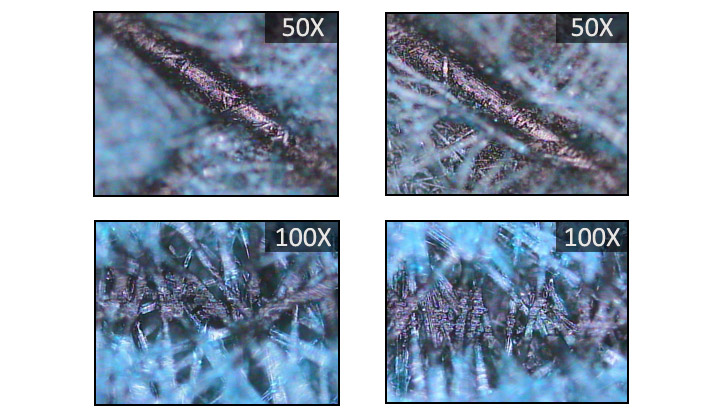
Arc Burn Marks from Inner Metal Mesh Media Support
![]() (200 µm @50X/100 µm @100X)
(200 µm @50X/100 µm @100X)
Note how the intense energy from the stray arc discharge has melted the glass filter media fibres.
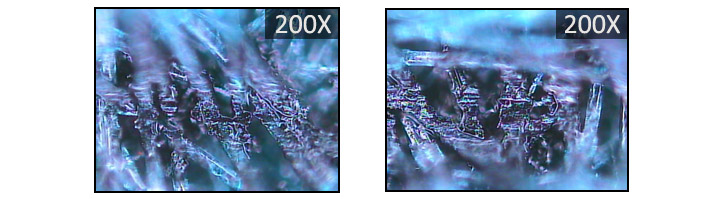
Arc Burn Marks from Inner Metal Mesh Media Support
![]() (50 µm @200X)
(50 µm @200X)
Soda Glass will melt at about 500°C, to melt the glass fibres whilst being cooled with the turbine fluid displays the significant amount of electrostatic energy being generated.
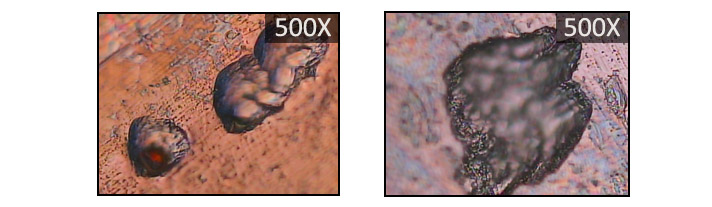
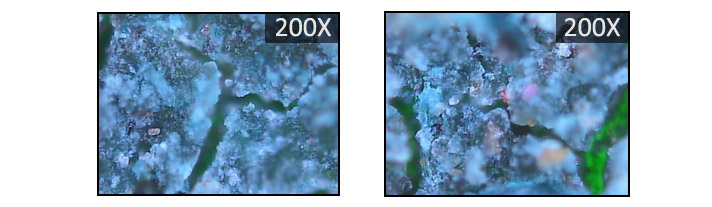
Electrostatic Discharge Burn Damage to Filter Core Outside
![]() (20 µm @500X)
(20 µm @500X)
There was a significant amount of arc burn craters and trails burnt into the filter steel cores surface.
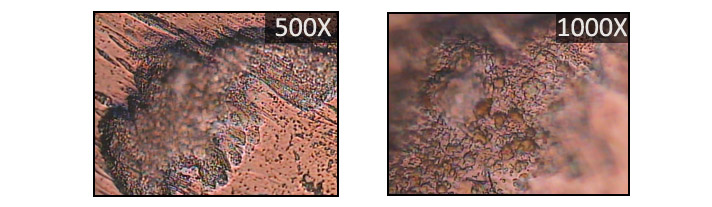
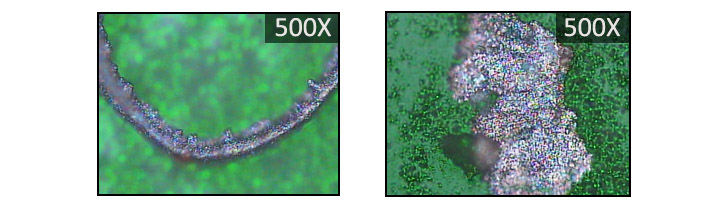
Electrostatic Discharge Burn Damage to Filter Core Inside
![]() (20 µm @500X/10 µm @1000X)
(20 µm @500X/10 µm @1000X)
The left hand image @ 500X displays the electrostatic art pitting the right hand image at 1000X displays the arc burn markings on the bottom of the pitting, note how the metal has been vapourised away.
The filter media was next washed to remove the contamination and debris removed by the filter media.
Electrostatic Arc Discharge Burnt Lubricant Residue Debris
![]() (50 µm @200X)
(50 µm @200X)
This light blue gelled deposit is the result of the lubricant being carbonised from the electrostatic discharge energy.
Electrostatic Arc Discharge Coloured Metallic Wear Debris
![]() (20 µm @500X)
(20 µm @500X)
Note the melting and heat colouring of these wear particles extracted from the oil filter media.
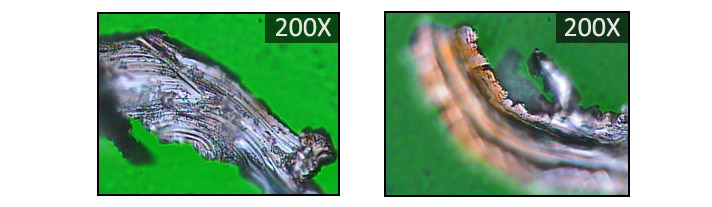
Three Body Abrasive wear & Electrostatic Arc Discharge Melted Metallic Wear Debris
![]() (50 µm @200X)
(50 µm @200X)
The static charge energy permits hard silica crystals to act as a spark eroder tip when the large crystals pass through bearings, note the melting and heart colouring on the of these wear particles.
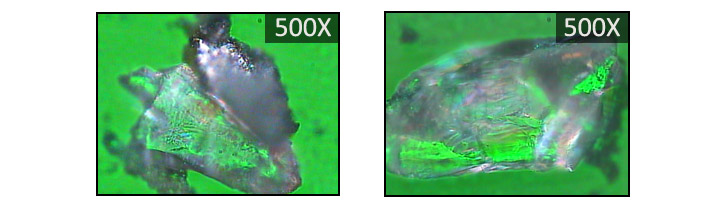
Hard Environmental Silica Type Crystals
![]() (20 µm @500X)
(20 µm @500X)
The left hand crystal still has the metal surface it damaged attached to it, these crystals are large enough to bridge the lubrication film in bearings with the above large metallic wear debris created.
Electrostatic charge generation and the potential for discharging when non-conductive lubricating fluids with a high dielectric strength and very low conductivity (10 – 40 pS/m) are filtered through non-conductive filtration material has proven to be an area of concern damaging lubricants and machinery across a wide range of hydraulic, compressor and turbine applications.
Electrostatic Discharge damage is not restricted to just the filter and fluid being filtered with electrostatic discharge damaged white metal bearing wear debris being found in oil filters. Bearing damage appears to result when the lubricant is contaminated with hard environmental particles large enough to bridge the lubrication film in journal bearing permitting the electrostatic charge to discharge earthing out through the bearing housing.
Electrostatic Charge Generation when pumping and filtering fuels is a well proven hazard with Antistatic Additives used successfully in fuel systems but these additives have not been approved by oil manufacturers for use in hydraulic and lube systems. The Antistatic Additives increase fluid conductivity accelerating the rate of charge dissipation.
If the lubricant flow rate through the filter media can be reduced by increasing the surface area of the filter that will reduce the charge generated as the charge accrual is a related to fluid flow and density. If the fluid flow can be slowed down by additional pipe work and or larger reservoir size will increase the time between the charge up events can also be effective but may not be practical.
Earthing filter housings and pipelines can reduce the external discharging but it does not prevent fluid charge generation or internal damage to the filter plus filtration systems with grounded filter housings and pipe work have displayed significantly higher downstream voltages when high dielectric strength and very low conductivity lubrication fluids are filtered.
Testing has shown that all standard glass fibre filters have electrostatic charging characteristics.
That low conductivity mineral oils generated positive charge on the filter media and a negative charge is carried downstream by the oil.
Low conductivity synthetic oils were opposite with a negative charge generated on the filter media and positive charge in the downstream oil.
Testing also displayed that using surface modified conventional glass fibre materials significantly reduced the charge and material damage when compared to standard glass fibre filtration material but there remained a light amount of electrostatic discharge damage evident on the filters metal parts.
There are new Electrostatic Dissipative Filters developed that appear to eliminate potential Electrostatic Charging difficulties when filtering hydrocarbon fluids by preventing or significantly reducing charge generation and charge accumulation to the point of discharge in the filter media. Filtering a low-conductivity fluid through the new Electrostatic Dissipative Media didn’t cause any material damage and also significantly lowered the downstream fluid charge when compared to the charge generated when filtering low-conductivity fluid with standard glass fibre materials.
These new Electrostatic Dissipative Filters are now being successfully applied in the industrial market place.
R&T is experienced in identifying root causing Electrostatic Discharge to assist with preventing damage to machinery and lubricants.